





配重铁工艺特点
2020-06-07 08:18:55
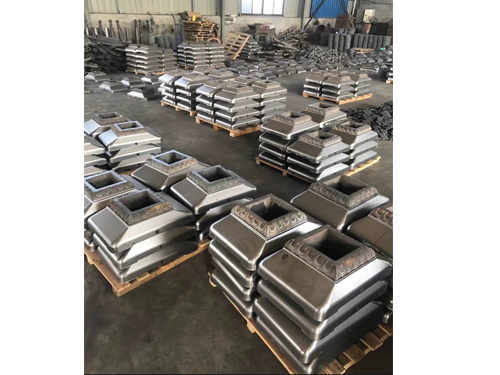
配重铁工艺特点:
1.配重铁工艺是用易熔材料(例如蜡料或塑料)制成可熔性模型(简称熔模或模型),在其上涂覆若干层 的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,将铸型放入焙烧炉中经过高温焙烧。
2.配重铁工艺熔模铸件尺寸精度较高,一般可达CT4-6(砂型铸造为CT10~13,压铸为CT5~7),当然由于配重铁的工艺过程复杂,影响铸件尺寸精度的因素较多,例如模料的收缩、熔模的变形、型壳在加热和冷却过程中的线量变化、合金的收缩率以及在凝固过程中铸件的变形等,所以普通熔模铸件的尺寸精度虽然较高,但其一致性仍需提高(采用中、高温蜡料的铸件尺寸一致性要提高很多)。
3.配重铁的优点就是由于熔模铸件有着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。由此可见,采用配重铁方法可大量节省机床设备和加工工时,大幅度节约金属原材料。
